

Five Minutes to Get You Start On Gas-Assisted Molding
Gas Assisted Injection Molding is a kind of plastic injection molding technique which uses high-pressure inert gas to inject into the molten plastic to form a vacuum section and push the molten material forward to realize the process of injection, pressure maintaining, cooling, etc. The gas has efficient pressure transmission,so it can keep the pressure in all parts of the airway consistent.

1. Gas auxiliary control unit
2. Nitrogen generator
It is another independent system besides the injection molding machine. And the only interface with the injection molding machine is the injection signal connecting line. After the signal(injection start or screw position)transmiting from the injection molding machine to assisted control unit, it starts a gas injection process.The cycle repeats during production process .The gas must be inert gas (usually nitrogen with the purity ≥ 98%), usuallly the maximum pressure of gas is 35MPa, some special can reach 70MPa. The gas assisted control unit is a device that controls the gas injection time and pressure. It was designed with a multi group gas circuit, which can control the gas assisted production of multiple injection molding machines at the same time. The gas assisted control unit is equipped with a gas recovery function to reduce the gas consumption as much as possible.
DKM is developing the gas assisted control unit built into the injection molding machine as a new function of the injection molding machine.
There is little difference between the gas assisted mold and the traditional injection mold.On the ordinary basis,it added with the air inlet element (called air needle) and the design of the air passage. The so-called "airway" means the passage of gas.It is the channel which the gas flows after entering. Some of the airway is part of the product, and some are specially designed glue positions for guiding the air flow. Gas needle is a key component of gas assisted mold, which directly affects the stability of process and product quality. The core part of the air needle is a cylinder which composed of many small gaps. The space between gaps directly affects the air output. If it's large, the air outlet volume will be large, which is beneficial to injection molding filling. However, if the gap is too large, it will be blocked by melt plast, and the air outlet volume will decrease instead. SINO MOULD has rich experience in the gas - assisted mould design and manufacturing.
Gas assisted injection molding is most suitable for products with thick column holes or thick ribs and large rubber positions and holes inside (such as handles and hangers). Several large TV manufacturers use gas assisted injection molding to produce TV front frames, which can save 10% - 20% of raw materials and greatly reduce the clamping force(Reduce the difficulty of injection molding).
| Refrigerator Top Cover Plate | Air Conditioner Transverse Air Plate | Handle |
|---|---|---|
| The top cover plate of the refrigerator is a large flat injection molded part with strict requirements of quality. Its mold adopts straight gate, which is very easy to deform during traditional injection molding, affecting the assembly of the refrigerator. After using gas assisted, the deformation is effectively controlled, it is reduced from 1.7 ~ 2 mm to less than 0.5mm. | The transverse air plate of the air conditioner is in long strip structure and the section shape is irregular. Because welding line isn't allowed to appear on surface, the mold adopts a single point gate and the material flow is long. It's very easy to get deformation and sink marks with traditional injection molding. If Install unqualified plate,it'll affect the rotation of the wind direction motor and even burn the motor in serious cases. Therefore, it's particularly important to improve the deformation. After adopting gas assisted, this problem is solved and the deformation is reduced from the original 3 ~ 4mm to less than 1 mm. | Before the emergence of gas assist, handle was assembled from two products, requiring two sets of molds. The strength is not enough and the whole is not beautiful. After adopting gas assist, it can be combined into one, you can save the cost of a mold and assembling process. |
| Refrigerator Top Cover Plate |
|---|
| The top cover plate of the refrigerator is a large flat injection molded part with strict requirements of quality. Its mold adopts straight gate, which is very easy to deform during traditional injection molding, affecting the assembly of the refrigerator. After using gas assisted, the deformation is effectively controlled, it is reduced from 1.7 ~ 2 mm to less than 0.5mm. |
| Air Conditioner Transverse Air Plate |
|---|
| The transverse air plate of the air conditioner is in long strip structure and the section shape is irregular. Because welding line isn't allowed to appear on surface, the mold adopts a single point gate and the material flow is long. It's very easy to get deformation and sink marks with traditional injection molding. If Install unqualified plate,it'll affect the rotation of the wind direction motor and even burn the motor in serious cases. Therefore, it's particularly important to improve the deformation. After adopting gas assisted, this problem is solved and the deformation is reduced from the original 3 ~ 4mm to less than 1 mm. |
| Handle |
|---|
| Before the emergence of gas assist, handle was assembled from two products, requiring two sets of molds. The strength is not enough and the whole is not beautiful. After adopting gas assist, it can be combined into one, you can save the cost of a mold and assembling process. |
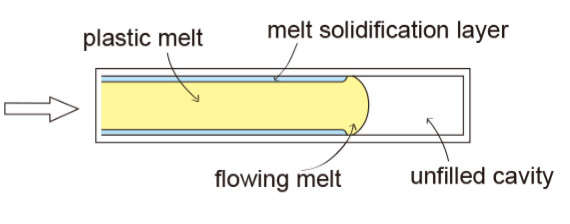
plastic melt flow into mold cavity, contacting with mold in low temperature and form a thin solidification layer.
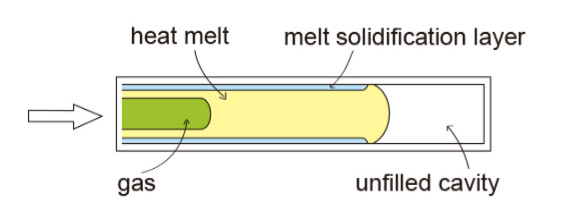
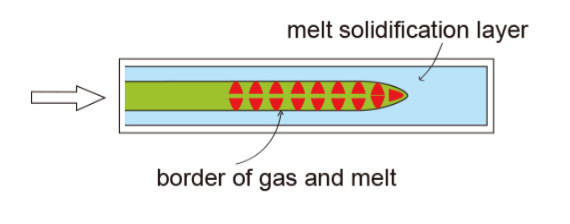
inert gas enters into the melt plastic and push unsolidified plastic into unfilled cavity.
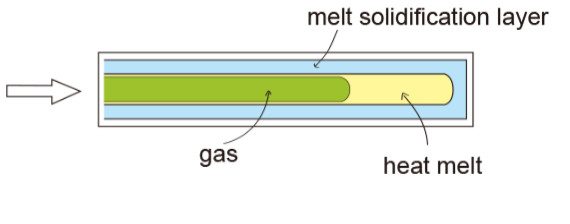
Gas continuedly pushing plastic melt flowing until it fill the whole cavity.
Under the gas pressure maintaining, gas in the airway compresses melt and feeds material to ensure products' appearance.
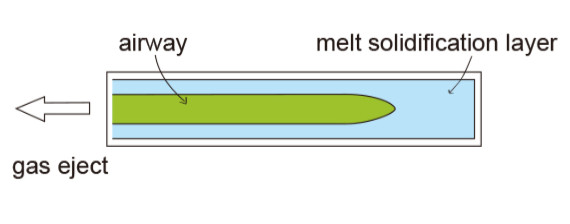
Before opening the mold, exhausting gas from inside of the product and the gas pressure decrease to normal.
1. Gas injection parameters: the gas auxiliary control unit is a device that controls the gas pressure at each stage. The gas auxiliary parameters have only two values: gas injection time (seconds) and gas injection pressure (MPA).
2. Gas assisted injection moldingtechnology is to inject high-pressure gas while injecting plastic melt into the mold. There is a complex two-phase interaction between melt and gas which makes the control of technology parameters very important. The control methods of these parameters are discussed below:
a. Injection volume: gas assisted injection molding adopts the so-called "short size" method that inject a certain amount of material (normally 70-95% of full injection) into mould cavity and then inject gas to realize the process of full injection. The amount of melt injection is most decided by the size of the mold airway and the structure of the mold cavity. The larger the cross-section of the mould airway is, the more easily the gas will penetrate and the larger hollowing rate will be and is suitable to adopt higher “short size rate”. If too much material is used at this time, it’s easy to cause melt material accumulation where there will be shrinkage mark. Too little material will cause blow through. If the airway is completely consistent with the material flow direction, it is most conducive to the penetration of gas and the largest hollowing rate of the airway. Therefore, when designing the mold, try to keep the airway consistent with the flow direction.
b. Injection speed and pressure maintaining: under the condition of ensuring no defects on product performance, use a higher injection speed as far as possible to make the molten material fill the mold cavity as soon as possible. At this time, the molten material temperature remains high, which is conducive to gas penetration and mold filling. The gas remains a certain pressure after pushing the melt filling mold cavity, which is equivalent to the pressure maintaining stage in traditional injection molding. Therefore, generally speaking, the gas assisted injection molding process can eliminate the process of using the injection molding machine to maintain the pressure. However, some products still need pressure maintaining to ensure the quality of product performance because of their structure. But it is unavailable to use too high pressure maintaining. Because too high pressure maintaining will seal the gas needles to make it unable recovering gas in the cavity and cause blowing when open the mold. High pressure maintaining will also hinder gas penetration. Higher pressure maintaining may cause greater shrinkage marks on the product surface.
c. Gas pressure and gas injection speed: gas pressure depends mostly on the fluidity of materials. Materials with good fluidity (such as PP) adopt low gas injection pressure.
Recommended gas pressure of some plastic materials are as follows:
| Plastic material | MFI (g/10min) | Gas Pressure (MPA) |
|---|---|---|
| PP | 20-30 | 8-10 |
| HIPS | 2-10 | 15-20 |
| ABS | 1-5 | 20-25 |
High gas pressure is easy to penetrate but is also easy to blow through.Small gas pressure may fill mold not enough to cause insufficient melt filling or shrinkage marks on the surface of products. With high gas injection speed, the mold cavity can be filled under the condition of high melt temperature. For molds with long process or small airway, increasing the gas injection speed is conducive to the filling of melt adhesive and the quality of product surface can be improved. However, if the gas injection speed is too fast, there may be blow through, and for products with large airway, there may be surface flow marks and gas lines.
e.Delay time: delay time is the time period from melt injection of injection molding machine to gas injection of gas assisted unit, which can be understood as a parameter reflecting the "synchronization" of injection and gas injection. The short delay time, that is, injecting gas when the melt is still at a high temperature, it is obviously conducive to gas penetration and mold filling. However, too short delay time will cause gas diverge, poor hollowing shape and low hollowing rate.

Gas-assisted injection molding is a new process emerging in recent years. At present, large household appliance factories have begun to apply this process. We believe that with the deepening of manufacturers' understanding of gas assisted process, this new process will be applied more and more widely.
With the rapid development of plastic industry, the application scope of plastic products is becoming wider and wider with increasing demands, and the application market of gas assisted technology is also expanding. Developing gas assisted devices suitable for plastic processing industry to meet the needs of the international injection molding market has an important impact on improving the quality of plastic products and reducing their costs.
DKM has been committed to the research, development and production of gas assisted devices for many years. Since DKM gas assisted equipment was put into the market, DKM has successfully provided one-stop service for complete production lines for multiple users. At the same time, DKM also helps users cultivate professional gas assisted injection molding engineers. Welcome to contact DKM for details!
































 Send Enquiry
Send Enquiry